Ńü»ŃéōŃüĀµÄźÕÉłķā©Ńü«ŃéĄŃéżŃé║Ńü«Ńü░ŃéēŃüżŃüŹŃĆüŃü»ŃéōŃüĀŃāöŃā│Ńü«µČłĶ▓╗ķćÅŃü«Ńü░ŃéēŃüżŃüŹŃü«ÕĢÅķĪīŃéÆĶ¦Żµ▒║ŃüÖŃéŗŃü½Ńü»Ńü®ŃüåŃüÖŃéīŃü░ŃéłŃüäŃü¦ŃüÖŃüŗ?
õ╗ŖµŚźŃü«µĆźķƤŃü½ÕżēÕī¢ŃüÖŃéŗµ¢░Ńé©ŃāŹŃā½Ńé«Ńā╝µŖĆĶĪōŃü½ŃüŖŃüäŃü”ŃĆüÕååńŁÆÕĮóŃé╗Ńā½Ńü»Ńā¬ŃāüŃé”ŃāĀŃéżŃé¬Ńā│ķø╗µ▒ĀŃü«ķćŹĶ”üŃü¬ķā©ÕłåŃü¦ŃüéŃéŖŃĆüŃüØŃü«µĆ¦ĶāĮŃü©ĶŻĮķĆĀŃāŚŃāŁŃé╗Ńé╣Ńü»ŃāÉŃāāŃāåŃā¬Ńā╝ŃāæŃāāŃé»Ńü«Õģ©õĮōńÜäŃü¬ÕŖ╣ńÄćŃü©Õ«ēÕģ©µĆ¦Ńü½ńø┤µÄźķ¢óõ┐éŃüŚŃü”ŃüäŃüŠŃüÖŃĆé
Ńā¬ŃāüŃé”ŃāĀķø╗µ▒ĀŃāæŃāāŃé»Ńü«ńĄäŃü┐ń½ŗŃü”Ńü¦Ńü»ŃĆüÕ┐ģĶ”üŃü¬ķø╗Õ£¦Ńü©Õ«╣ķćÅŃü«Ķ”üõ╗ČŃéƵ║ĆŃü¤ŃüÖŃü¤ŃéüŃü½ŃĆüĶżćµĢ░Ńü«ÕååńŁÆÕĮóŃé╗Ńā½ŃéÆńø┤ÕłŚŃüŠŃü¤Ńü»õĖ”ÕłŚŃü½µÄźńČÜŃüÖŃéŗÕ┐ģĶ”üŃüīŃüéŃéŖŃüŠŃüÖŃĆé Ńā¬ŃāüŃé”ŃāĀŃéżŃé¬Ńā│ķø╗µ▒ĀŃé╣ŃāØŃāāŃāłµ║ȵ𵮤ÕååńŁÆÕ×ŗķø╗µ▒ĀŃü«ńĄäń½ŗÕĘźń©ŗŃü½ŃüŖŃüæŃéŗµ║ȵğÕĘźń©ŗŃü½ńē╣Õī¢ŃüŚŃü¤ĶŻģńĮ«Ńü¦ŃüÖŃĆéŃüØŃü«ÕŗĢõĮ£ÕĤńÉåŃü»ŃĆüÕååńŁÆÕ×ŗķø╗µ▒ĀŃü«ķø╗µ▒ĀŃé┐Ńā¢Ńü©ŃāÉŃé╣ŃāÉŃā╝Ńü½ń×¼ķ¢ōńÜäŃü¬Õż¦ķø╗µĄüŃéƵĄüŃüÖŃüōŃü©Ńü½ŃéłŃéŖŃĆüµÄźńé╣Ńü«ķćæÕ▒×µØɵ¢ÖŃüīń¤ŁµÖéķ¢ōŃü¦Ķ׏ńé╣Ńü½ķüöŃüŚŃĆüķćæÕ▒×ŃüīõĖŗŃü¦Ķ׏ÕÉłŃüÖŃéŗŃüōŃü©Ńü¦ŃüÖŃĆéÕ£¦ÕŖøŃü«õĮ£ńö©Ńü½ŃéłŃéŖŃĆüŃüŚŃüŻŃüŗŃéŖŃü©ŃüŚŃü¤Ńü»ŃéōŃüĀµÄźÕÉłŃüīÕĮóµłÉŃüĢŃéīŃüŠŃüÖŃĆéŃüōŃü«µ║ȵğµ¢╣µ│ĢŃü»µŖĄµŖŚńå▒ÕŖ╣µ×£Ńü½Õ¤║ŃüźŃüäŃü”ŃüäŃüŠŃüÖŃĆéķø╗µĄüŃüīµÄźĶ¦”ŃüŚŃü”ŃüäŃéŗ 2 ŃüżŃü«ķćæÕ▒×ķā©ÕłåŃéÆķĆÜķüÄŃüÖŃéŗŃü©ŃĆüķćæÕ▒×Ķć¬õĮōŃü«µŖĄµŖŚŃü½ŃéłŃéŖŃĆüŃéĖŃāźŃā╝Ńā½Ńü«µ│ĢÕēć (Q=I┬▓RtŃĆüQ Ńü»ńå▒ŃĆüI Ńü»ķø╗µĄüŃĆüR Ńü»µŖĄµŖŚŃĆüt Ńü»µÖéķ¢ō) Ńü½ÕŠōŃüŻŃü”ńå▒ŃüīńÖ║ńö¤ŃüŚŃüŠŃüÖŃĆéµÄźĶ¦”ńé╣Ńü½ńÖ║ńö¤ŃüÖŃéŗµ║ČńØĆŃü½ŃéłŃéŖµ║ČńØĆŃüīÕÅ»ĶāĮŃü©Ńü¬ŃéŖŃüŠŃüÖŃĆé

Ķć¬ÕŗĢõĖĪķØóŃé╣ŃāØŃāāŃāłµ║ȵ𵮤
ŃüŚŃüŗŃüŚŃĆüÕååńŁÆÕĮóŃé╗Ńā½ PACK Ńü«µ║ȵğŃāŚŃāŁŃé╗Ńé╣Ńü¦Ńü»ŃĆüŃāÜŃā½ŃāüŃé¦ÕŖ╣µ×£Ńü©ŃüäŃüåńäĪĶ”¢Ńü¦ŃüŹŃü¬ŃüäńÅŠĶ▒ĪŃüīńö¤ńöŻŃü½Ķ¬▓ķĪīŃéÆŃééŃü¤ŃéēŃüÖŃüōŃü©ŃüīŃéłŃüÅŃüéŃéŖŃüŠŃüÖŃĆé
ÕååńŁÆÕĮóķø╗µ▒ĀŃāæŃāāŃ黵║ȵğŃü½ŃüŖŃüæŃéŗŃāÜŃā½ŃāüŃé¦ÕŖ╣µ×£Ńü«Ķ¬▓ķĪī
ŃāĢŃā®Ńā│Ńé╣Ńü«ń¦æÕŁ”ĶĆģ J.A.C. Ńü½ŃéłŃüŻŃü”µ£ĆÕłØŃü½ńÖ║Ķ”ŗŃüĢŃéīŃü¤ŃāÜŃā½ŃāüŃé¦ÕŖ╣µ×£1834 Õ╣┤Ńü«ŃāÜŃā½ŃāüŃé¦Ńü»ńå▒ķø╗ńÅŠĶ▒ĪŃü¦ŃüÖŃĆé 2 ŃüżŃü«ńĢ░Ńü¬ŃéŗÕ░ÄõĮō (ŃüŠŃü¤Ńü»ÕŹŖÕ░ÄõĮō) Ńü¦µ¦ŗµłÉŃüĢŃéīŃéŗÕø×ĶĘ»Ńü½ķø╗µĄüŃüīµĄüŃéīŃéŗŃü©ŃĆüŃüØŃü«µÄźÕÉłķā©Ńü¦ńå▒Ńü«ÕÉĖÕÅÄŃüŠŃü¤Ńü»µöŠńå▒ŃüīńÖ║ńö¤ŃüŚŃüŠŃüÖŃĆéŃüōŃü«ńÅŠĶ▒ĪŃü»ŃĆüńĢ░Ńü¬ŃéŗµØɵ¢ÖŃü«ķø╗ĶŹĘŃéŁŃāŻŃā¬ŃéóŃü«Ńé©ŃāŹŃā½Ńé«Ńā╝Ńā¼ŃāÖŃā½Ńü«ķüĢŃüäŃüŗŃéēńÖ║ńö¤ŃüŚŃüŠŃüÖŃĆéķø╗ĶŹĘŃüīķ½śŃüäŃé©ŃāŹŃā½Ńé«Ńā╝ Ńā¼ŃāÖŃā½ŃüŗŃéēõĮÄŃüäŃé©ŃāŹŃā½Ńé«Ńā╝ Ńā¼ŃāÖŃā½Ńü½ń¦╗ÕŗĢŃüÖŃéŗŃü©ŃĆüŃé©ŃāŹŃā½Ńé«Ńā╝ŃüīµöŠÕć║ŃüĢŃéīŃĆüńå▒Ńü«µöŠÕć║Ńü©ŃüŚŃü”ńÅŠŃéīŃüŠŃüÖŃĆéķĆåŃü½ŃĆüŃé©ŃāŹŃā½Ńé«Ńā╝ŃéÆÕÉĖÕÅÄŃüŚŃĆüńå▒ÕÉĖÕÅÄŃü©ŃüŚŃü”ńÅŠŃéīŃüŠŃüÖŃĆéŃāÜŃā½ŃāüŃé¦ÕŖ╣µ×£Ńü»ÕÅ»ķĆåńÜäŃü¦ŃüéŃéŗŃüĀŃüæŃü¦Ńü¬ŃüÅŃĆüńå▒ÕÉĖÕÅÄŃüŠŃü¤Ńü»ńå▒µöŠÕć║Ńü«Õ╝ĘŃüĢŃü»ŃĆüķø╗µĄüŃéĄŃéżŃé║ŃĆüÕ░ÄõĮōŃü«ńē╣µĆ¦ŃĆüŃüŖŃéłŃü│ŃāøŃāāŃāłŃé©Ńā│ŃāēµĖ®Õ║”Ńü©Õ»åµÄźŃü½ķ¢óõ┐éŃüŚŃü”ŃüäŃüŠŃüÖŃĆé[46]
ÕååńŁÆÕĮóķø╗µ▒ĀŃāæŃāāŃé»Ńü«µŖĄµŖŚµ║ȵğŃü»ŃĆüõĖĆĶł¼Ńü½Õ╣│ĶĪīµ║ȵğŃüīµÄĪńö©ŃüĢŃéīŃü”ŃüäŃüŠŃüÖŃĆéŃüōŃü«µ║ȵğµ¢╣µ│ĢŃü¦Ńü»ŃĆüÕĘ”ÕÅ│Ńü«ķø╗µźĄŃüīÕÉīŃüśõĮ£µźŁµØĪõ╗Č’╝łµ║ČµÄźÕ£¦ÕŖøŃĆüķø╗µźĄµØÉĶ│¬ŃĆüµÄźĶ¦”µŖĄµŖŚŃĆüµ║ȵğķø╗µĄüŃĆüķĆÜķø╗µÖéķ¢ōŃü¬Ńü®’╝ēŃü¦ŃüéŃüŻŃü”ŃééŃĆüÕĘ”ÕÅ│Ńü¦µ║ȵğń«ćµēĆŃüīõĖŹÕØćõĖĆŃü½Ńü¬ŃéŗŃüōŃü©ŃüīŃéłŃüÅŃüéŃéŖŃüŠŃüÖŃĆé
Ńü¦Ńü»ŃĆüŃü¬Ńü£ÕĘ”ÕÅ│Ńü«õĮ£µźŁµØĪõ╗ČŃüīÕÉīŃüśŃü¬Ńü«Ńü½ŃĆüŃĆīÕĘ”ÕÅ│Ńü«µ║ȵğń«ćµēĆŃü«Õż¦ŃüŹŃüĢŃüīõĖŹÕØćõĖĆŃĆŹŃéäŃĆīÕĘ”ÕÅ│Ńü«ķø╗µźĄŃü«ķĢĘŃüĢŃüīõĖŹõĖĆĶć┤ŃĆŹŃü¬Ńü®Ńü«ÕĢÅķĪīŃüīńÖ║ńö¤ŃüÖŃéŗŃü«Ńü¦ŃüŚŃéćŃüåŃüŗ?
ŃüōŃéīŃü»ŃĆüńĢ░Ńü¬ŃéŗķćæÕ▒×ŃéäÕŹŖÕ░ÄõĮōµØɵ¢ÖŃéÆµÄźńČÜŃüÖŃéŗÕĀ┤ÕÉłŃĆüµ║ȵğńé╣Ńü½µĄüŃéīŃéŗķø╗µĄüŃü½ŃéłŃüŻŃü”Õ▒ƵēĆńÜäŃü¬ÕÉĖńå▒ŃéäµöŠńå▒Ńüīńö¤ŃüśŃéŗÕÅ»ĶāĮµĆ¦ŃüīŃüéŃéŗŃü¤ŃéüŃü¦ŃüÖŃĆéńå▒ŃüīõĖŹÕØćõĖĆŃü¦ŃüéŃéŗŃü©ŃĆüµ║ȵğŃü«ÕōüĶ│¬Ńü½ÕĮ▒ķ¤┐ŃéÆõĖÄŃüłŃĆüŃüĢŃéēŃü½Ńü»ŃāÉŃāāŃāåŃā¬Ńā╝Ńü«µĆ¦ĶāĮŃü½ŃééÕĮ▒ķ¤┐ŃéÆÕÅŖŃü╝ŃüŚŃüŠŃüÖŃĆé
Õ╣│ĶĪīµ║ȵğŃü½ŃüŖŃüæŃéŗÕĘ”ÕÅ│Ńü«µ║ȵğń«ćµēĆŃüīõĖŹÕØćõĖĆŃü½Ńü¬ŃéŗŃü©ŃĆüÕåĘķ¢ōÕ£¦µÄźŃĆüķćØÕł║ŃüŚŃĆüµ║ȵğķüÄÕżÜŃü¬Ńü®Ńü«ŃāłŃā®Ńā¢Ńā½ŃüīńÖ║ńö¤ŃüŚŃéäŃüÖŃüÅŃü¬ŃéŖŃüŠŃüÖŃĆéŃüōŃéīŃü»ŃāæŃāāŃé»Ńü«µ║ȵğÕōüĶ│¬Ńü½Õż¦ŃüŹŃü¬ÕĮ▒ķ¤┐ŃéÆõĖÄŃüłŃéŗŃüĀŃüæŃü¦Ńü¬ŃüÅŃĆüõĖĪÕü┤Ńü«ķø╗µźĄŃü«µČłĶĆŚķƤÕ║”ŃééÕż¦ŃüŹŃüÅńĢ░Ńü¬ŃéŖŃüŠŃüÖŃĆéÕĘ”Õü┤Ńü«ķćØŃüīÕł║ŃüĢŃüŻŃü¤ķø╗µźĄŃü»ń¤ŁŃüÅŃĆüÕÅ│Õü┤Ńü«ķø╗µźĄŃü»ķĢĘŃüÅŃü¬ŃéŖŃüŠŃüÖŃĆéŃüŠŃü¤ŃĆüµ║ȵğķćØŃü«ķĢĘŃüĢŃü«ķüĢŃüäŃü½ŃéłŃéŖŃĆüÕĘ”ÕÅ│Ńü«ķćØŃü«ÕŖĀÕ£¦ÕŖøŃü½ÕĘ«Ńüīńö¤ŃüśŃĆüµ║ȵğÕōüĶ│¬Ńü«Õ«ēÕ«ÜµĆ¦Ńü½ÕĮ▒ķ¤┐ŃéÆÕÅŖŃü╝ŃüŚŃüŠŃüÖŃĆé
ÕååńŁÆÕĮóŃāÉŃāāŃāåŃā¬Ńā╝ŃāæŃāāŃé»Ńü«µ║ȵğŃü½ŃüŖŃüæŃéŗŃāÜŃā½ŃāüŃé¦ÕŖ╣µ×£Ńü½ŃüżŃüäŃü”Ńü»ŃĆüµ¼ĪŃü«Õü┤ķØóŃüŗŃéēÕŖ╣µ×£ńÜäŃü¬Ķ¦Żµ▒║ńŁ¢ŃéÆĶ”ŗŃüżŃüæŃéŗŃüōŃü©ŃüīŃü¦ŃüŹŃüŠŃüÖŃĆé
1. µ║ČµÄźÕ£¦ÕŖøŃü«Ķ¬┐µĢ┤: Ńā”ŃāŗŃāØŃā╝Ńā®ķø╗µ║ÉŃü«ÕĀ┤ÕÉłŃĆüÕĘ”Õü┤Ńü½ķćØŃü«ń▓śńØƵƦŃü©ÕåĘŃü¤ŃüäŃü»ŃéōŃüĀµÄźÕÉłŃüīŃüéŃéŗÕĀ┤ÕÉłŃĆüÕĘ”Õü┤Ńü«µ║ČµÄźÕ£¦ÕŖøŃéÆķü®ÕłćŃü½õĖŗŃüÆŃü”ŃĆüÕĘ”Õü┤Ńü«µ║ČµÄźÕ£¦ÕŖøŃéÆÕĘ”Õü┤Ńü«µ║ČµÄźÕ£¦ÕŖøŃéłŃéŖõĮÄŃüÅŃüÖŃéŗŃüōŃü©ŃüīŃü¦ŃüŹŃüŠŃüÖŃĆéÕÅ│Õü┤ŃĆéŃüōŃü«ŃéłŃüåŃü½ŃüŚŃü”ŃĆüÕĘ”Õü┤Ńü«ŃāÉŃāāŃāåŃā¬Ńā╝Ńü©ń┤öŃāŗŃāāŃé▒Ńā½µÄźńČÜŃāöŃā╝Ńé╣ķ¢ōŃü«µÄźĶ¦”µŖĄµŖŚ R ŃüīÕóŚÕŖĀŃüŚŃüŠŃüÖŃĆéŃé©ŃāŹŃā½Ńé«Ńā╝Õģ¼Õ╝Å Q=0.24I┬▓Rt Ńü½ŃéłŃéŗŃü©ŃĆüµ║ȵğŃü½ķø╗µ║ÉŃéƵŖĢÕģźŃüÖŃéŗŃü©ŃĆüÕĘ”Õü┤Ńü«Ńü»ŃéōŃüĀµÄźÕÉłķā©Ńü«µŖĄµŖŚŃüīÕóŚÕŖĀŃüŚŃĆüŃüØŃéīŃü½Õ┐£ŃüśŃü”ÕĘ”Õü┤Ńü«µ║ȵğŃé©ŃāŹŃā½Ńé«Ńā╝ŃééÕóŚÕŖĀŃüŚŃĆüÕĘ”ÕÅ│Ńü«µ║ȵğŃé©ŃāŹŃā½Ńé«Ńā╝Ńü«ŃāÉŃā®Ńā│Ńé╣ŃüīŃü©ŃéīŃüŠŃüÖŃĆé .
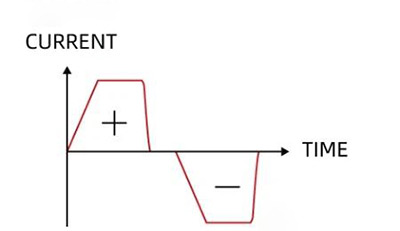
2. ŃāÉŃéżŃāØŃā╝Ńā®ķø╗µ║ÉŃéÆõĮ┐ńö©ŃüŚŃüŠŃüÖŃĆéķø╗µ║ÉŃéÆŃé¬Ńā│Ńü½ŃüŚŃü¤ÕŠīŃĆüµ£ĆÕłØŃü½µŁŻŃü«µ│óÕĮóķø╗µĄüŃéƵöŠÕć║ŃüŚŃĆüµ¼ĪŃü½Ķ▓ĀŃü«µ│óÕĮóķø╗µĄüŃéƵöŠÕć║ŃüŚŃüŠŃüÖŃĆéŃāÜŃā½ŃāüŃé¦ÕŖ╣µ×£Ńü«ÕÅ»ķĆåńē╣µĆ¦ŃéÆÕł®ńö©ŃüŚŃĆüŃāŚŃā®Ńé╣µ│óÕĮóõĖŗŃü¦Ńü»ÕÉĖńå▒ńé╣ŃüīŃā×ŃéżŃāŖŃé╣µ│óÕĮóõĖŗŃü¦Ńü»µöŠńå▒ńé╣Ńü©Ńü¬ŃéŖŃĆüŃāŚŃā®Ńé╣µ│óÕĮóŃü«ÕĘ”ÕÅ│Ńü«µ║ȵğÕĘ«ŃéÆĶŻ£ŃüåŃüōŃü©ŃüīŃü¦ŃüŹŃüŠŃüÖŃĆéŃāćŃāÉŃāāŃé░Ńü½ŃéłŃéŖŃĆü2 ŃüżŃü«ķø╗µ║ɵŖĢÕģźŃéÆķćŹŃüŁÕÉłŃéÅŃüøŃü¤ÕŠīŃĆüÕ¤║µ£¼ńÜäŃü½ÕÉīŃüśŃéĄŃéżŃé║Ńü« 2 ŃüżŃü«µ║ȵğŃé│ŃéóŃüīÕĮóµłÉŃüĢŃéīŃĆüµ»öĶ╝āńÜäÕØćõĖĆŃü¬µ║ȵğµ«ŗŃüĢŃüīÕŠŚŃéēŃéīŃüŠŃüÖŃĆé[68]ŃĆé
3’╝ĵØɵ¢ÖŃü«ķüĖµŖ×Ńü©ÕēŹÕć”ńÉå: ŃāŗŃāāŃé▒Ńā½ŃāĪŃāāŃéŁŃé│ŃāŹŃé»Ńé┐Ńü¬Ńü®ŃĆüńå▒ķø╗ÕŖ╣µ×£ŃüīÕ░ÅŃüĢŃüÅŃĆüµ║ȵğµĆ¦ŃüīĶē»ÕźĮŃü¬µØɵ¢ÖŃéÆķüĖµŖ×ŃüŚŃüŠŃüÖŃĆéŃāŗŃāāŃé▒Ńā½ŃāĪŃāāŃéŁÕ▒żŃü»Ńé│ŃāŹŃé»Ńé┐Ńü«µ║ȵğµĆ¦ŃéÆķ½śŃéüŃéŗŃüĀŃüæŃü¦Ńü¬ŃüÅŃĆüŃāÜŃā½ŃāüŃé¦ÕŖ╣µ×£ŃéÆŃüéŃéŗń©ŗÕ║”Õ╝▒ŃéüŃüŠŃüÖŃĆéŃüĢŃéēŃü½ŃĆüµ║ȵğŃü«ÕōüĶ│¬Ńü½ÕĮ▒ķ¤┐ŃéÆõĖÄŃüłŃéŗÕÅ»ĶāĮµĆ¦Ńü«ŃüéŃéŗķś▓ķīåµ▓╣Ńü¬Ńü®Ńü«õĖŹń┤öńē®ŃéÆķÖżÕÄ╗ŃüÖŃéŗŃü¤ŃéüŃü½ŃĆüµ║ȵğÕēŹŃü½ŃāÉŃāāŃāåŃā¬Ńā╝Ńé╗Ńā½Ńü«ĶĪ©ķØóŃéÆÕŠ╣Õ║ĢńÜäŃü½µ┤ŚµĄäŃüÖŃéŗÕ┐ģĶ”üŃüīŃüéŃéŖŃüŠŃüÖŃĆé
4’╝Äķ½śÕōüĶ│¬Ńü«µ║ȵğŃāöŃā│Ńü«õĮ┐ńö©’╝ܵ║ȵğŃāöŃā│Ńü«Ķ©ŁĶ©łŃéƵ£Ćķü®Õī¢ŃüŚŃĆüÕ«ēÕ«ÜŃüŚŃü¤ÕōüĶ│¬Ńü«µØɵ¢ÖŃéÆķüĖµŖ×ŃüŚŃĆüµ║ȵğŃāöŃā│Ńü«ĶĆÉķ½śµĖ®µĆ¦Ńü©ĶĆɵæ®ĶĆŚµĆ¦ŃéÆÕÉæõĖŖŃüĢŃüøŃĆüµ║ȵğŃāöŃā│Ńü«ĶĆÉńö©Õ╣┤µĢ░ŃéÆŃüĢŃéēŃü½Õ╗ČķĢĘŃüŚŃĆüŃü»ŃéōŃüĀµÄźÕÉłķā©Ńü«ŃéĄŃéżŃé║Ńü©Õ»Ėµ│ĢŃü«õĖŹÕØćõĖƵƦŃéÆõĮĵĖøŃüŚŃüŠŃüÖŃĆéµ║ȵğŃāöŃā│Ńü«ÕōüĶ│¬ÕĢÅķĪīŃü½ŃéłŃéŗµ║ȵğŃāöŃā│Ńü«µČłĶĆŚ

ŃāÉŃāāŃāåŃā¬Ńā╝Ńé╣ŃāØŃāāŃāłµ║ȵ𵮤Ńü«µ║ȵğķćØ
5.µöŠńå▒Õ»ŠńŁ¢Ńü«Õ╝ĘÕī¢’╝ܵ║ȵğń«ćµēĆŃü½µöŠńå▒ķŖģµ¤▒ŃāÉŃā│ŃāŚŃéäŃāÆŃā╝ŃāłŃéĘŃā│Ńé»Ńü¬Ńü®Ńü«ÕŖ╣µ×£ńÜäŃü¬µöŠńå▒ĶŻģńĮ«ŃéÆĶ©ŁńĮ«ŃüŚŃĆüµ║ȵğµÖéŃü½ńÖ║ńö¤ŃüÖŃéŗńå▒ŃéÆķƤŃéäŃüŗŃü½Õż¢ķā©Ńü½µÄÆÕć║ŃüŚŃĆüµ║ȵğńé╣Ńüīķø╗µ▒ĀÕåģķā©Ńü½õĖÄŃüłŃéŗÕĮ▒ķ¤┐ŃéÆõĮĵĖøŃüŚŃüŠŃüÖŃĆéń┤░Ķā×ŃĆéµöŠńå▒ķŖģµ¤▒ŃāÉŃā│ŃāŚŃü»ŃĆüŃéĄŃéżŃé║ŃüīÕ░ÅŃüĢŃüÅķ½śÕ»åÕ║”Ńü¦ŃüéŃéŗŃü¤ŃéüŃĆüŃāøŃāāŃāł Ńé╣ŃāØŃāāŃāłŃü«ÕåĘÕŹ┤Ńü½ńē╣Ńü½ķü®ŃüŚŃü”ŃüŖŃéŖŃĆüŃāÜŃā½ŃāüŃé¦ÕŖ╣µ×£Ńü½ŃéłŃüŻŃü”Õ╝ĢŃüŹĶĄĘŃüōŃüĢŃéīŃéŗÕ▒ƵēĆńÜäŃü¬µĖ®Õ║”õĖŖµśćŃéÆÕŖ╣µ×£ńÜäŃü½õĮĵĖøŃü¦ŃüŹŃüŠŃüÖŃĆé
6. ńøŻĶ”¢Ńü©ŃāĢŃéŻŃā╝ŃāēŃāÉŃāāŃé»Ńü«ŃāĪŃé½ŃāŗŃé║ŃāĀ: µ║ȵğŃāŚŃāŁŃé╗Ńé╣Ńü«Ńā¬ŃéóŃā½Ńé┐ŃéżŃāĀŃü«ńøŻĶ”¢Ńü©ŃāĢŃéŻŃā╝ŃāēŃāÉŃāāŃé»Ńü«ŃāĪŃé½ŃāŗŃé║ŃāĀŃéÆńó║ń½ŗŃüŚŃĆüµĖ®Õ║”Ńé╗Ńā│ŃéĄŃā╝ŃéäŃüØŃü«õ╗¢Ńü«µ®¤ÕÖ©ŃéÆõĮ┐ńö©ŃüŚŃü”µ║ȵğķĀśÕ¤¤Ńü«µĖ®Õ║”ÕżēÕī¢ŃéÆńøŻĶ”¢ŃüŚŃĆüńĢ░ÕĖĖŃüīńÖ║ńö¤ŃüŚŃü¤Ńéēńø┤ŃüĪŃü½µ║ȵğŃāæŃā®ŃāĪŃā╝Ńé┐ŃéÆĶ¬┐µĢ┤ŃüÖŃéŗŃüŗŃĆüŃüØŃü«õ╗¢Ńü«µś»µŁŻµÄ¬ńĮ«ŃéÆĶ¼øŃüśŃüŠŃüÖŃĆéµ║ȵğŃü«ÕōüĶ│¬Ńü©Õ«ēÕģ©µĆ¦ŃéÆńó║õ┐ØŃüÖŃéŗŃü¤ŃéüŃü½ńĢ░ÕĖĖŃüīĶ”ŗŃüżŃüŗŃüŻŃü¤ŃĆé

Õģ©Ķć¬ÕŗĢESSńö©Ńā¬ŃāüŃé”ŃāĀŃéżŃé¬Ńā│ķø╗µ▒ĀŃāæŃāāŃé»ńĄäń½ŗŃā®ŃéżŃā│
Acey New Energy Ńü»ŃĆüŃā¬ŃāüŃé”ŃāĀŃéżŃé¬Ńā│ķø╗µ▒ĀŃé╗Ńā½Ńü©ŃāæŃāāŃé»ńö©Ńü«ŃāÅŃéżŃé©Ńā│Ńāēµ®¤ÕÖ©Ńü«ńĀöń®ČŃü©ĶŻĮķĆĀŃü½ńē╣Õī¢ŃüŚŃü”ŃüäŃüŠŃüÖŃĆéÕĮōńżŠŃü»ķ½śń▓ŠÕ║”Ķć¬ÕŗĢŃé╣ŃāØŃāāŃāłµ║ȵ𵮤Ńü«µÅÉõŠøŃü«Ńü┐Ńü¬ŃéēŃüÜŃĆüÕååńŁÆÕ×ŗŃĆüŃāæŃé”ŃāüŃé╗Ńā½ŃĆüĶ¦ÆÕ×ŗŃā¬ŃāüŃé”ŃāĀŃéżŃé¬Ńā│ķø╗µ▒ĀŃāæŃāāŃé»ńĄäń½ŗŃā®ŃéżŃā│Ńü«Ńā»Ńā│Ńé╣ŃāłŃāāŃāŚŃéĮŃā¬ŃāźŃā╝ŃéĘŃā¦Ńā│ŃéƵÅÉõŠøŃüŚŃĆüķø╗µ▒ĀŃāæŃāāŃé»Ńü«ÕłåķćÄŃü½ŃüŖŃüæŃéŗÕä¬ŃéīŃü¤ŃāæŃā╝ŃāłŃāŖŃā╝Ńü©Ńü¬ŃéŗŃéłŃüåÕ░ĮÕŖøŃüäŃü¤ŃüŚŃüŠŃüÖŃĆéÕ░éķ¢ĆńÜäŃü¬µŖĆĶĪōŃĆüķ½śÕōüĶ│¬Ńü«ĶŻĮÕōüŃĆüĶĪīŃüŹÕ▒ŖŃüäŃü¤ŃéĄŃā╝ŃāōŃé╣ŃéÆÕéÖŃüłŃü¤ÕååńŁÆÕĮóŃāÉŃāāŃāåŃā¬Ńā╝ ŃāæŃāāŃé» ŃéóŃé╗Ńā│Ńā¢Ńā¬Ńü¦ŃĆüŃüŖÕ«óµ¦śŃü«ÕŖ╣ńÄćńÜäŃü¬ńö¤ńöŻŃü«Õ«¤ńÅŠŃéƵö»µÅ┤ŃüŚŃüŠŃüÖŃĆé
















