XIAMEN ACEY NEW ENERGY TECHNOLOGY CO., LTD.

リチウムイオン の重要なプロセス標準バッテリーパック
Jul 09, 2021リチウムイオン バッテリーパック4つの 部分に分かれています: 処理、組み立て、テスト、および パッケージング。 バッテリーパックは 前にスクリーニングする必要があります。 リチウムイオン の前のセルに対する要件は、顧客によってまったく異なります。バッテリー PACK。 多くのメーカーがたくさんのバッテリーパックを持っています 工場 厳格な要件、 しましょう リチウムイオン の重要なプロセス標準を見てください。バッテリーパック 今日。
リチウムイオン バッテリーパック業界では、組み立てられておらず、個別にバッテリーとして直接使用できるバッテリーと呼ばれ、完成したバッテリーパックは PCM に接続されています。充電および放電機能を備えたボードは リチウムイオン と呼ばれます。バッテリー PACK。
リチウムイオン のパックプロセスバッテリーとは、バッテリーセル、保護プレート、バッテリーワイヤー、バッテリーニッケルシート、バッテリーアクセサリ、バッテリーボックス、バッテリーメンブレンなどを、 溶接によって完成したバッテリーに組み立てることを指します。バッテリーパックパックには、バッテリーに高度な一貫性(容量、内部抵抗、電圧、放電曲線、 寿命)が必要です。
既存の リチウムイオン の大部分バッテリーパック技術は、溶接によってセルを相互にリンクすることであり、これもバッテリーのメンテナンスを複雑にします 問題 さらに、バッテリーは多くの厄介な問題に直面する可能性があります いつ 彼ら バッチ処理されます。 バッチ製品の信頼性、優れたバッテリーパック技術、および完成品のテストは 不可欠です。
1. 電池セル外観の完全検査基準
円筒形の外観基準 バッテリー: 短絡、酸化、錆、ベニヤパッドまたは傾斜した表面パッドの漏れ、フィルムの破損、フィルムのしわなどはありません。
四角電池の外観基準 セル: 表面に電解液、バリ、その他の汚染物質、漏れ、膨らみ、変形、短絡などがなく、表面パッドのゆがみや反り、複合ニッケルベルトの酸化、汚れ、はんだ除去などがありません。
ポリマーの外観基準 バッテリー: 表面の電解液やその他の汚染、漏れ、腫れ、変形など、タブの破損、角の損傷、層間剥離などはありません。

2. バッテリーセルベニヤパッドの標準
表面パッドは、しっかりと貼り付けられ、歪んだり、歪んだり、バッテリーの端面の端を超えたり、負の リベット---アルミニウム を覆わないようにする必要があります。シェルバッテリーポジティブキャップ ( 複数の平行ストリングの場合、形成された大麦紙または赤い鋼紙を使用して 貼り付けます)- -For 鋼製シェル円筒形 バッテリー; テクスチャードペーパーまたは 高温 で覆われている接着剤 紙---ポリマー バッテリー。
3. セル電圧および内部抵抗テスト
テスト 機器: マルチメータ、 多機能 テストスタンド、バッテリー内部抵抗テスター、一般的なバッテリーテストスタンド、 スキャナー。
テスト接続 メソッド: バッテリーのプラス端子とマイナス端子は、それぞれテストフレームのプラスとマイナスのシンブルに接触します。

4. 電池セル組み合わせ規格
円筒形 バッテリー: 接着剤による接着プロセス。接着剤を使用して、2つ以上のバッテリーを 並列に接着します。
ポリマー バッテリー: 通常、1週間半ほど巻き付けた透明な接着剤を使用して 組み合わせを貼り付けます。
5. はんだ付け規格
はんだ付け time≤3S; はんだ付け 温度: 320〜360℃; 保護ボード上のリードとプラグのはんだ付け ボード: プロセスに必要な溶接方向に従って、保護ボードの対応するパッドの要件を満たすリードとプラグをはんだ付けします。
要件と 自己検査: 錫の先端は鉛の錫を完全に覆っています 頭; 誤ったはんだ付け、はんだ除去、錫メッキ、錫ドロス、錫チップ、コンポーネントの脱落、鉛の火傷、火傷、プラグ端子の脱落などはありません。
6. スポット溶接規格
保護ボードはニッケルに溶接されています テープ: 保護ボードのパッドには ニッケルメッキ を貼り付ける必要があることが前提です。ニッケルでスポット溶接する前の鋼板 テープ
要件と 自己検査: はんだ接合部はしっかりしており、火災、はんだ除去、ニッケルストリップの破損、スポットのずれ、または パッド周辺のコンポーネントへのポイントはありません。 ニッケルストリップの方向は、プロセス要件を満たすか、 サンプルと一致している必要があります。

7. 塩ビフィルム熱収縮基準
熱収縮性 である必要があります平らで、しわ、フィルムの破損、ベベルがなく、バッテリーコア、保護ボードまたはプラグ、リード線などがありません。
8. バッテリーパックのプラスチックシェルとプラスチックフレームの規格
一般に、すべてのプラスチックシェルとプラスチックフレームには、保護プレート用の位置決め溝、位置決めポスト、またはカード位置があります。 いつ バッテリーは、プロセス要件に従って、シェルまたはフレームに挿入されます。最初に 両面 を貼り付けます。バッテリーとシェルまたはフレームの接触面にテープまたはパンチを付けます。 シリコンなどを使用し、バッテリーの保護プレートを位置決め溝、位置決めカラム、またはカードの位置に固定し、最後にバッテリー本体をプラスチックシェルまたはプラスチックフレームに挿入します。 もし 上部シェルがあります。上部シェルを閉じる必要があります。

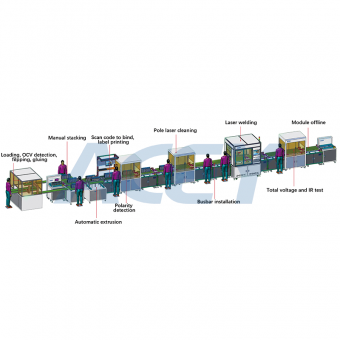
ACEY 組み立てられたバッテリーパックの設計と提案ソリューションを提供します line。
703, 7F, Zhonghengji Building, No.223, Qishan North Road, Huli District, Xiamen, Fujian, China
Eメール : allen@xmacey.com
電話 : +8618950009155
Whatsapp : +8618950009155