
XIAMEN ACEY NEW ENERGY TECHNOLOGY CO., LTD.

バッテリーパック組立工程シリーズ2 - モジュールの積層と押し出し
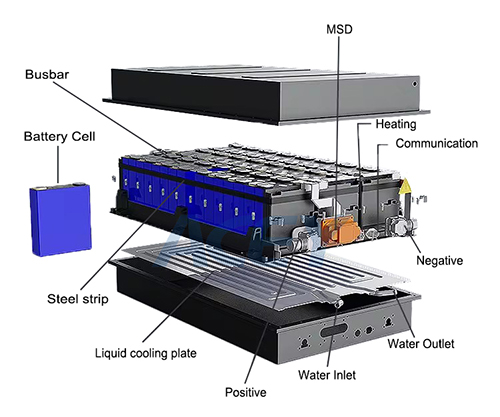
May 21 , 2025操作目的: セル間の電気的接続と機械的安定性を確保しながら、セルを正しい直並列配置で組み合わせます。
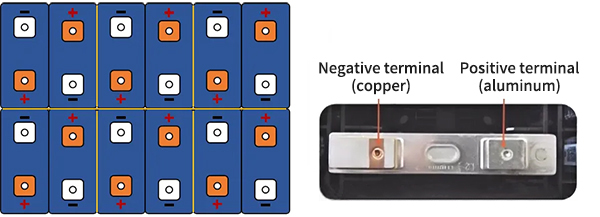
*製造工程では極性の配置エラーを避ける必要があります。極性の配置エラーがあると、バッテリーモジュールが損傷したり、性能が低下したり、さらには安全上の事故につながる可能性があります。
極性検査方法:極性検出 olingまたはCCD v 通常の 検出

断熱シートは通常、セラミック繊維や特殊ポリマー複合材料などの高性能断熱材料で作られており、バッテリーセル間の熱伝達を効果的に低減し、バッテリーセル間に熱バリアを形成して熱暴走の拡大を防ぎ、1200℃までの温度に耐え、局所的な過熱によるバッテリー性能の低下や安全上の危険を防止します。
1.1.2 断熱シートのインテリジェントな設置:現在の「交通警察」
材料の選択
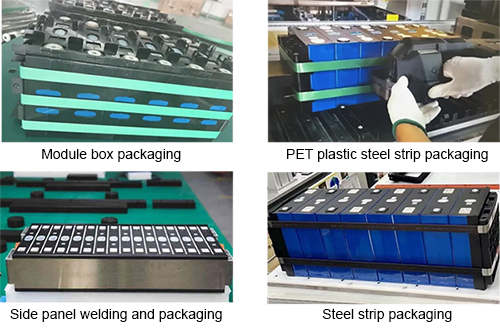
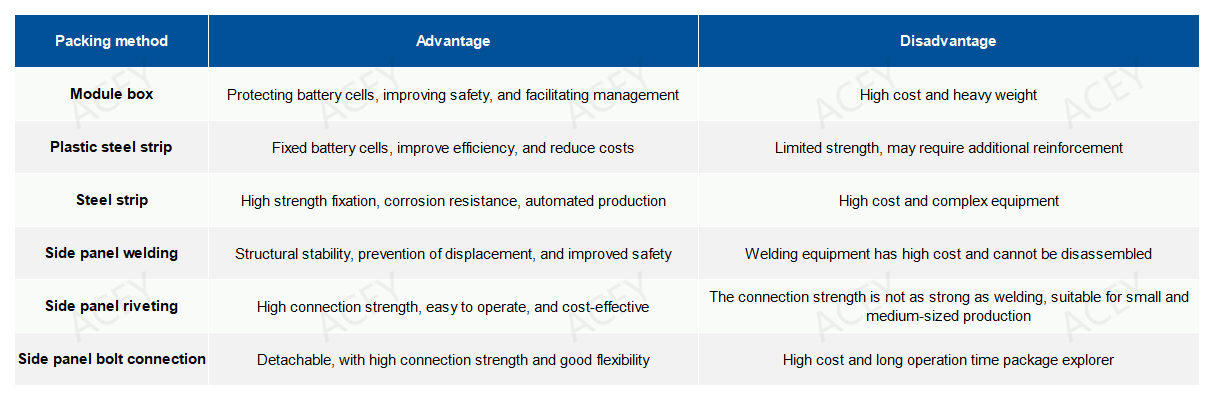
モジュールの梱包方法は、モジュールの性能、安全性、生産効率に重要な影響を与えます。一般的な梱包方法には、モジュールボックス、プラスチック製鋼帯、鋼帯、側面パネルの溶接、リベット留め、ボルト留めなどがあります。
703, 7F, Zhonghengji Building, No.223, Qishan North Road, Huli District, Xiamen, Fujian, China
Eメール : allen@xmacey.com
電話 : +8618950009155
Whatsapp : +8618950009155














