
XIAMEN ACEY NEW ENERGY TECHNOLOGY CO., LTD.

バッテリーパック組立工程シリーズ4 - 半製品組立
May 27 , 2025
パワーバッテリーシステムは、比喩的に「 軍 5~10年間継続的に稼働する必要があり、各コンポーネントが異なる役割と機能を果たす必要があります。
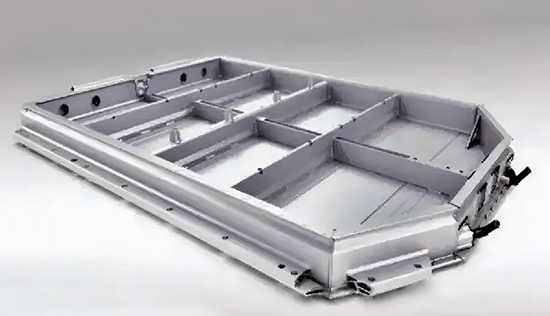
現在、バッテリーパックのボックスは主に押し出しアルミニウム合金プロファイルで作られており、最初に機械加工され、その後CMT溶接、アルゴンアーク溶接、攪拌摩擦溶接(FSW)によって接合されます。 レーザー溶接 およびその他の溶接方法。
通常、ボックスの内側には、潜在的な漏洩リスクを排除するために断熱粉末をスプレーする必要があります。ボックスの底部には、液体冷却プレートを保護するとともに、一定の保温効果も果たすため、発泡ポリウレタンが均一にスプレーされるのが一般的です。
箱は厳格な洗浄と気密検査を受ける必要があります。サプライヤーは出荷前に箱の完全な検査を実施し、気密性が適切であることを確認する必要があります。
箱の前処理には通常、次のものが含まれます。
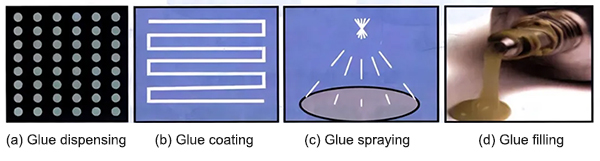
熱伝導性接着剤 : 一般的に、A と B の 2 つのコンポーネントで構成されます。
実際の工場生産工程では、生産ペースを速めるため、熱伝導性接着剤の塗布にはグルーマシンが一般的に使用されています。特殊な状況では、エアー式グルーガンを用いて手動で塗布することも可能です。

熱伝導性接着剤は、熱伝導の役割のみを果たしますが、一般的に粘度が低く、熱伝導性構造用接着剤は粘度が強く、熱伝導と一定の固定効果の両方を備えています。
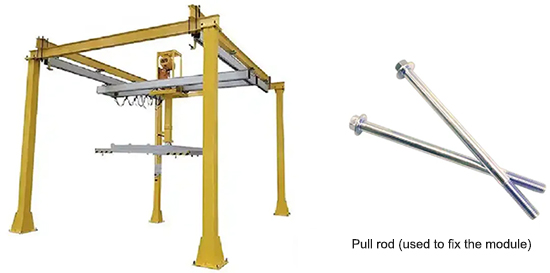
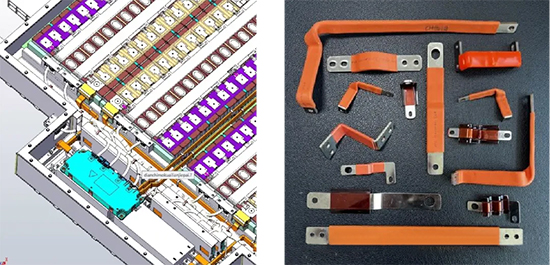
03 モジュールをボックス内に吊り上げる
ボックス内に挿入後、モジュールのエンドプレートはプルロッド(非標準の長ボルト)を使用してボックスビームの取り付け穴に固定されます。その後、高電圧ポールピースへの人員の直接接触を防ぐため、一体型カバーに絶縁シートを1層取り付ける必要があります。
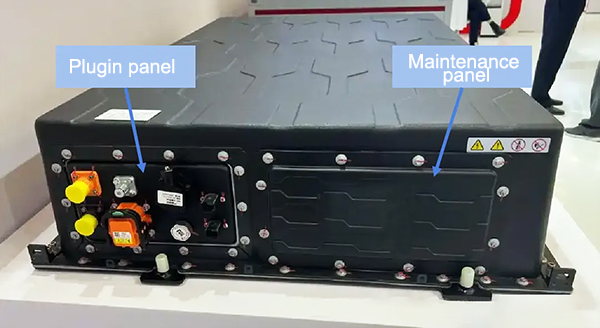
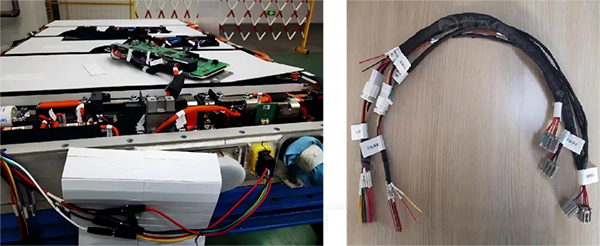
04 プラグインパネルとBMSのインストール
一部のバッテリーパックには、メンテナンスパネルと呼ばれるパネルが備え付けられている場合があります。これは、バッテリーパックの長期運用中にBMSが故障する可能性が高くなるためです。メンテナンスパネルからBMSを取り外す場合、バッテリーボックスのカバー全体を外す必要がなく、非常に手間がかかります。また、頻繁にボックスカバーを取り外すと、バッテリーパックの気密性が損なわれ、IP保護レベルが低下する可能性があります。
長い銅バスバーはモジュールのエンドプレートまたはボックスに固定する必要があり、通常はプラスチック製のバックルで固定するか、フォーム接着剤で直接貼り付ける必要があることに注意してください。
信号伝送の安定性を確保するためには、通信配線ハーネスのシールドと絶縁処理が重要であり、これにより外部の電磁干渉が信号に与える影響を効果的に防ぐことができます。
703, 7F, Zhonghengji Building, No.223, Qishan North Road, Huli District, Xiamen, Fujian, China
Eメール : allen@xmacey.com
電話 : +8618950009155
Whatsapp : +8618950009155














